Here at ProjectorExpo we are big 3D printing fans and sometimes get asked what causes a lot of stringing in 3d printing and how to stop stringing in 3d printing.
In our article on 3d printer for miniatures we showed that the two main types of 3D printer for the home are SLA/Resin and FFF/FDM.
Stereolithography (SLA) uses a smelly and noxious resin but is very accurate.
Fused deposition Modeling (FDM) also known as Fused filament fabrication (FFF), uses as the name suggests various kinds of filament and can be prone to stringing.
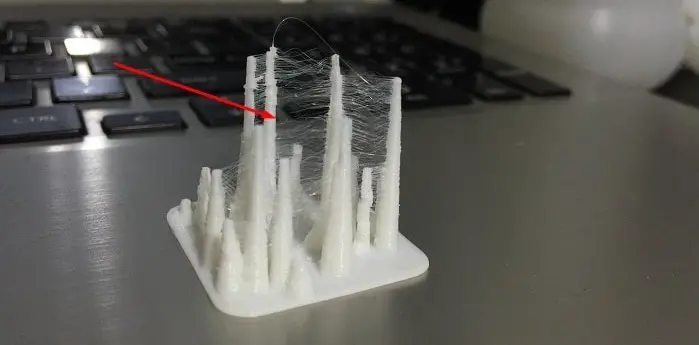
Stringing literally means you get fine wisps or cobweb – like extra material on your model and can be a problem on an FDM printer as the printer nozzle moves across an open space to get to the next printing point.
During that time it can ooze melted plastic, which then solidifies and sticks to the printed parts. The two most common causes of stringing in FDM is either you are using incorrect retraction settings and/or setting the temperature too high.
How to Fix Stringing in Your 3D Prints
Retraction is the most common solution – where the nozzle is moving across an empty space, then the filament is slightly pulled back by the feeder. This mitigates molten plastic from stringing out behind. As the extruder arrives at its next printing point, the filament is moved out once more.
The amount of retraction distance needs careful setting. It governs how far the printing filament travels. Don’t be over cautious and dial in a retraction setting that is too aggressive, or your filament will not be at the hot end when starting printing. There’s the skill and a lot of trial and error here.
You also need to consider the retraction speed, which governs just how rapidly the filament retraction happens.
Again there’s a bit of experience and skill here. A much faster retraction speed, in theory, implies that 3D printer stringing is a lot less likely to happen because the filament is pulled back quickly before it starts creating a string due to oozing.
Life’s not that simple, however. You can get caught out if you go too far and the retraction speed is too quick. If you do that it can cause the filament to break off with the other filament portion that is still sitting inside the nozzle.
So, you need to learn how to find a ‘Goldilocks’ spot that is not too slow and not too fast. Just to make things more ‘interesting’ the Goldilocks zone varies depending on which 3D printing material you are using.
So, up to now, we’ve seen that an ideal ‘no strings’ operation involves many factors including settings as well as just temperature. However, if you want a quick solution, lower the temperature as soon as you notice stringing. That said, you must never reduce the temperature below the manufacturer’s minimum heat specifications.
Now, let’s return again to another fix which is changing the print speed. If the nozzle takes too long between two points, the molten plastic has time to drip or ooze out of the printer nozzle. So, if the extruder is made to travel faster, then the short movement can sometimes be quick enough so that the filament will not have the time to drip.
Again however you must find the right speed setting because too fast or too slow and you will end up with other problems. For example, if the temperature is too low and the speed is too high, that can cause under extrusion.
Next thing to look at when trying to figure out why you are getting stringing is whether you have a clean nozzle. Now, no rude jokes please – if you use any 3D printer for a long period of time and you don’t keep your nozzle clean (and clear) then you are setting yourself up for problems. Even a thin layer of residue will cause nozzle malfunctions. This residue is one of the usual suspects when investigating 3D printer stringing because filament strands will tend to adhere to the surface of your model.
Finally, store any filament in an airtight dry environment when it is not in use. A tied-up plastic bag will do the trick or something like a sealable metal or plastic box. This is important to stop moisture messing up the printing run.
We hope you found this useful. As ever, we appreciate any comments you have.